產品系列


TAG推薦

1)?河北2噸電爐除塵器的脈沖清灰控制采用手動和自動兩種方式,可相互轉換。自動控制采用手動和定時控制方式,可相互轉換。當達到設定的時間周期時,除塵器各室依次進行脈沖噴吹清灰,清灰狀態采用離線分室依次清灰。清灰程序的執行由主控柜(PLC)自動控制。
2)定時控制:選擇開關選定“自動”“定時”位置,系統滿足定時控制條件后,清灰指示燈亮,開始噴吹依次完成所有倉室的清灰工作后進入下一周期,周期結束后再重新開始清灰工序。
3)卸灰系統灰斗星型卸灰閥采用自動和手動控制兩種方式。?4)輸灰系統自動控制采用定時、手動控制二種控制方式:?定時控制:當除塵器每完成1-2次脈沖噴吹清灰周期(或設定的卸灰時間),輸灰設備運行一次時時間間隔可調。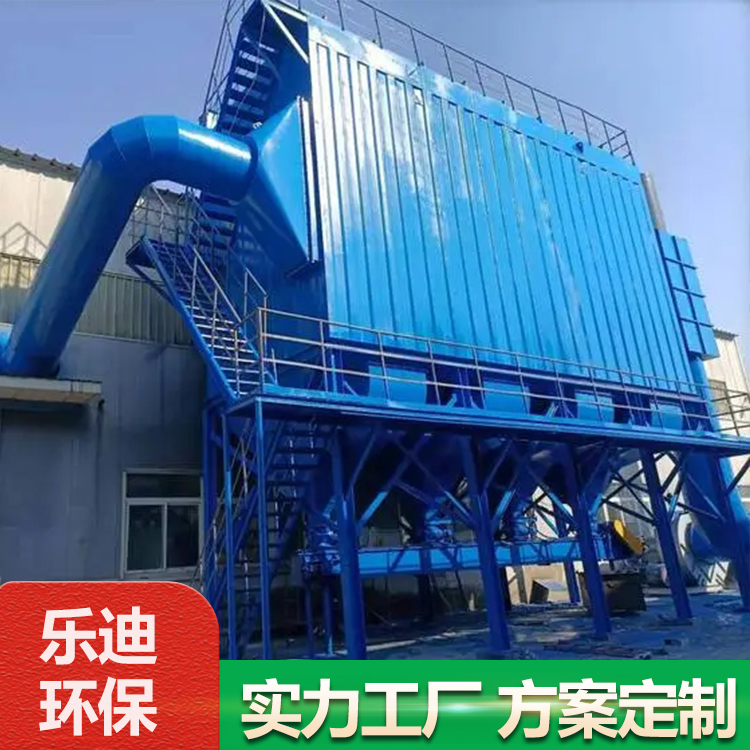
現場控制由機旁操作箱來完成,并向主控系統的上位機提供各設備運行狀態信號。
除塵器上箱體結構為工人以花板作為操作平臺進行除塵器檢修、維護創造了條件。利于清掃、及排水并便于維修人員進入上箱進行檢修、維護。?除塵器的花板作為除塵器凈氣室和過濾室的分隔,用于懸掛濾袋除塵器組件,同時作為除塵器濾袋組件的檢修平臺。?除塵器花板采用數控沖壓方法加工花板孔,花板孔的形位公差要求,花板孔沖制后用工具倒角,清理各孔的鋒利邊角和毛刺,以花板孔與布袋接觸面的光潔度,從而良好的密封性能。花板孔沖壓位置準確,與理論位置偏差小于±0.05mm,兩孔洞的中心誤差在±0.5mm.花板孔洞制成后,焊接加強筋板時,筋板選材適當且布置合理。焊接后通過花板平整,無折曲、凹凸不平等缺陷,花板平面度<1/1000,對角線長度誤差<3mm,內孔加工表面粗糟度為Ra=?3.2?。濾袋與花板的配合合理,用工具安裝,使濾袋安裝后嚴密、牢固不掉袋便于拆裝。




